
大批量生產軸承鋼球時,常采用滾筒拋光的方法。 粗拋時將大量鋼球、研磨液和磨料放在容器中,機器啟動后,使鋼球與磨料等在筒內隨機地滾動碰撞以達到去除表面凸鋒而減小表面粗糙度的目的,可去除0.01毫米左右的余量。精拋時在木桶中裝入鋼球和精拋磨料、光澤劑,再次研磨相應時間可得到耀眼光亮的表面。精密線紋尺的拋光是將加工表面浸在拋光液中進行的,拋光液由粒度為W5~W0.5的氧化鉻微粉和乳化液混合而成。
拋光分機械拋光、化學拋光、電子束拋光、離子束拋光,較普遍采用的是化學機械拋光。化學機械拋光是化學腐蝕和機械磨削同時進行,分為銅離子拋光、鉻離子拋光和普遍采用的二氧化硅膠體拋光。二氧化硅膠體拋光是由極細的二氧化硅粉、氫氧化鈉(或有機堿)和水配制成膠體拋光液。在拋光過程中,氫氧化鈉與硅表面反應天生硅酸鈉,通過與二氧化硅膠體的磨削,硅酸鈉進進拋光液,兩個過程不停頓地同時進行而達到拋光的目的。

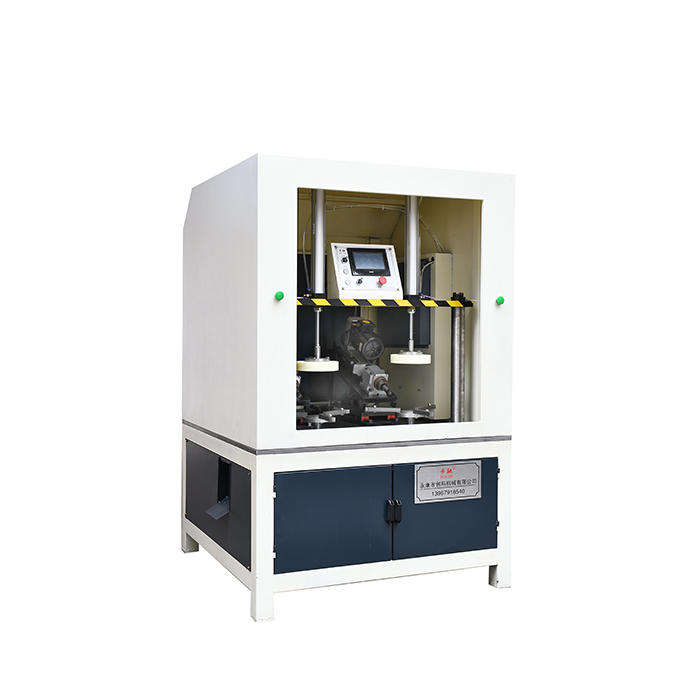
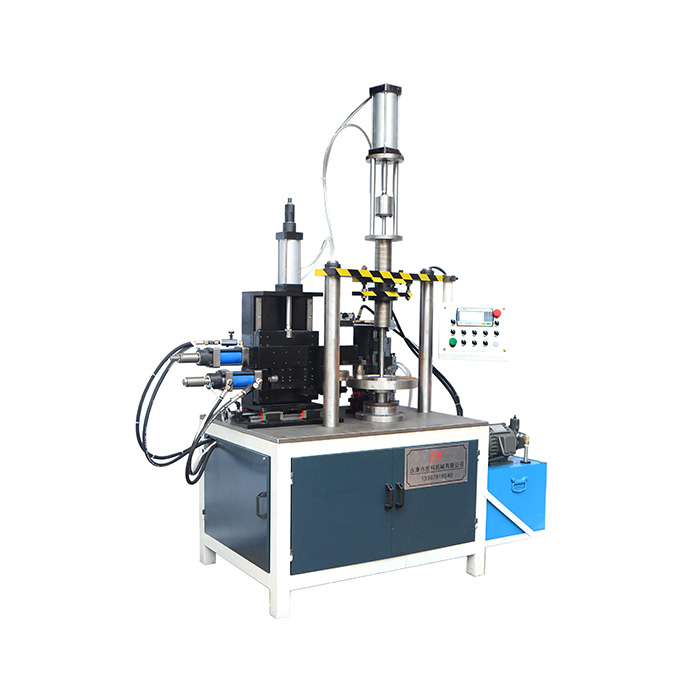
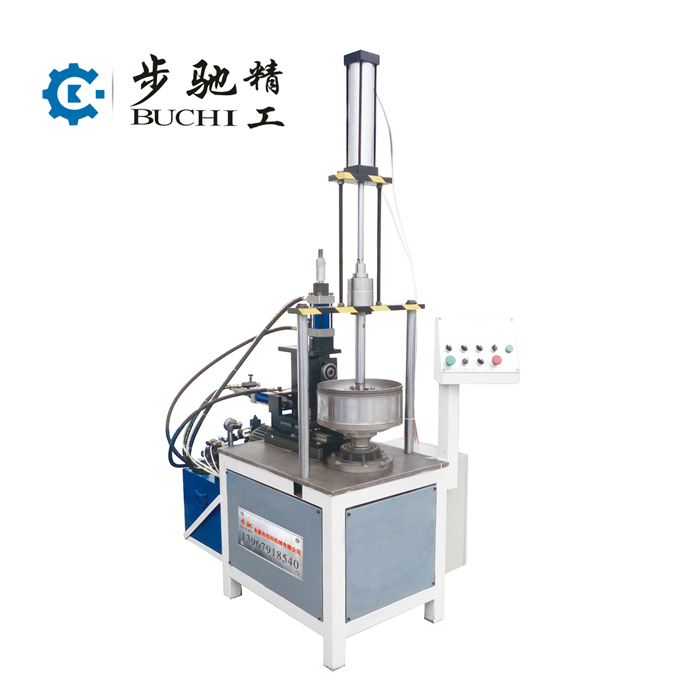
拋光砂光機工作原理:電機是拋光頭的動力來源,與拋光輔料構成整個拋光頭。拋光輔料緊固在拋光頭上,電機電源起動后,通過調節拋光頭位置,使拋光輔料與要拋光的物件全面接觸。拋光過程中加入的拋光液/拋光蠟,可以得到更好的光潔度。可通過固定在工作臺上安裝水槽、水循環系統等等,達到濕拋的效果。防護罩可以防止拋光過程中物件脫落飛出打到人員,同時在安裝上除塵機之后,可以有效消除室內灰塵。
砂光機使用注意事項:1、在使用砂光機工作的時候,一定要戴好頭盔面罩等安全防護用戶,因為在砂光機工作的時候經常會有砂盤、砂輪、砂帶、拋光輪分裂與迸裂的可能。2、在使用砂光機工作的時候,四肢嚴禁觸碰砂帶、砂輪、磨頭、拋光輪等,以免遭受傷害;3、一定要使用有相關防護設備的機器,如果沒有不要使用,以防意外;4、記得佩戴口罩,因為砂光時會產生很多的粉塵;5、砂光設備要安裝在枯燥、通風、無陽光直射的當地;6、自動化砂光機運用時,要有配套的除塵設備,不然很容易發作缺點、損壞設備、影響出產;